This blogging can get in the way of getting stuff done sometimes. But alas, I think that sharing and documenting this process may be of assistance to someone, somewhere........Anyhoo, I spent a reasonable portion of yesterday bolting parts of an angle vice from a drill press to to a piece of angle iron secured at a dlocal scrap yard in the interest of doing some milling on the lathe without a large outlay of cash (
not that this is a bad deal).
Inspired by the
following simple hack from a site I
discovered only yesterday I set about blowing off all standards and practice of good sense and shose to do some eyeball machining, starting with a couple of holes on one side of the angle iron to mount to the tool post (first picture below) , and then some holes on the other side to accomodate mounting of the vise.

As you may notice in the shot below that there is a lack of symmetry in the mounting holes for securing the vice. There are actually five, the fifth one remaining in pilot hole status 'cause I had located it too far off center to leave enough meat on the vice for a tapped hole.
Needless to say this (my tendancy to hack on the fly) will come back to bite me in the ass.

The next shot is of the bottom of the vice, with one hole drilled to tapping size and the other still requiring the attention of the number 7 drill bit which my little Starrett wallet chart had indicated was the proper size for a 1/4 x 20tpi tap. Visible in the snap are the tap and one of the mounting bolts.

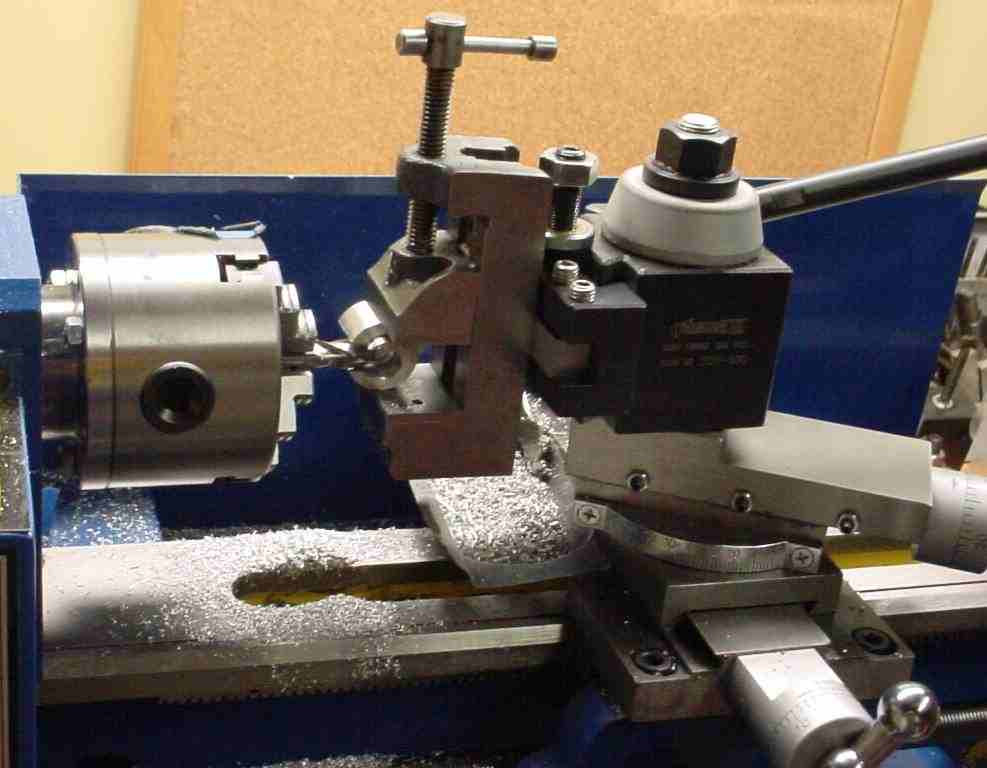
The holes were succesfully tapped, and I must state that when tapping cast iron one must be particularly patient and liberal in the application of cutting fluid. I could tell that I was pushing the tap a bit (which is why I picked up a couple of spares) but backed off as I remembered what a major league pain in the ass it is to remove broken taps. I finished the tool post mounting holes to finished size, mounted the vice to the angle iron and the angle Iron to the compound slide on the vice. Everything fit as it should, and I was glad that I thought about drilling two toolpost mounting holes as the vice might accomodate a bit more travel. Below is a snap of the finished project................

.............and if you look closely, you may not that the bottom jaw on the vise is located above the center line of the lathe..................which means anything in the vice will be above the cutting tool, and therefore, this setup is usefull only if I am interested in milling the vise itself.
Major headslap moment, but a pretty easy fix. Simply locate new mounting holes for the vise in the angle, which is what I intend to do after making a bit of breakfast. This screwup has had the benefit of considering mounting the vice to the compound slide and the compound to the angle and the angle to the cross slide, but this will require a bit of lathework and some thought.
Till next time, and hopefully I will have wiped the stink of wankerdom off of my person.







{kind=link}